Be professional, is our commitment to customers.
Our teams has been devoted to developing the better quality pail moulds for more than 10year.
We supply thousands of moulds and services to over 20 countries and regions, including Domestic market, Southeast Asia, Australia etc.










Domestic excellent mold brand Qi Dechang, to promote the road of Chinese manufacturing upgrade As an important year of “...
MoreTo create a set of molds that can be called tall, not only must have a high level of mold design and precision processin...
MoreCore summary: According to the China Die & Mould Industry Association, in 2018, China's mold exports were US$6.085 b...
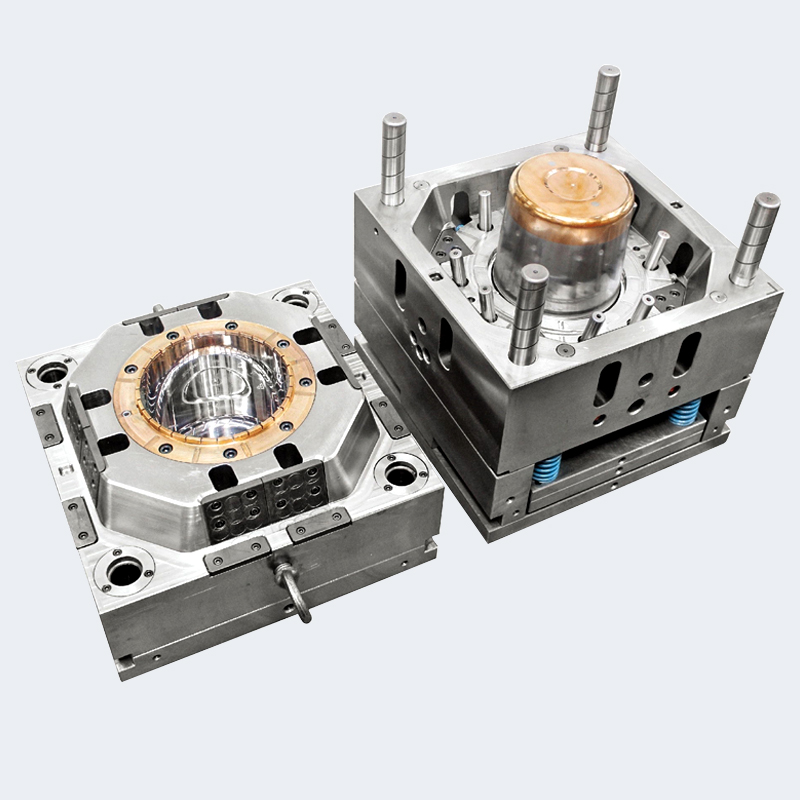
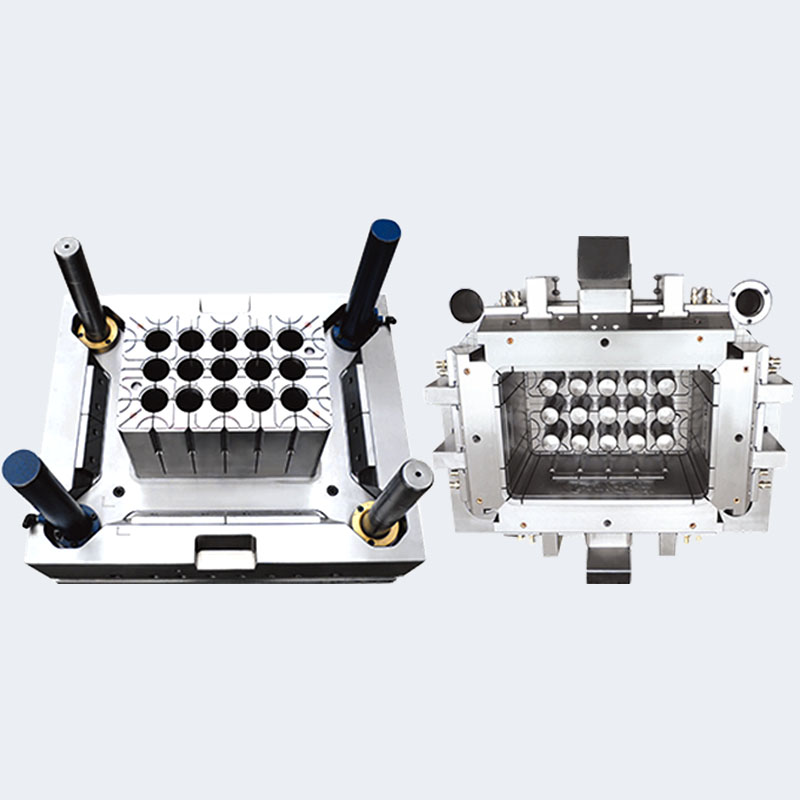
MorePail mould/Bucket Mould is suitable in Paint Pail Mould.In order to make good cooling system to keep less cycle time, we...
MorePaint bucket mould usually used.Of course, some customer will request the mould with very high mould life and the inject...
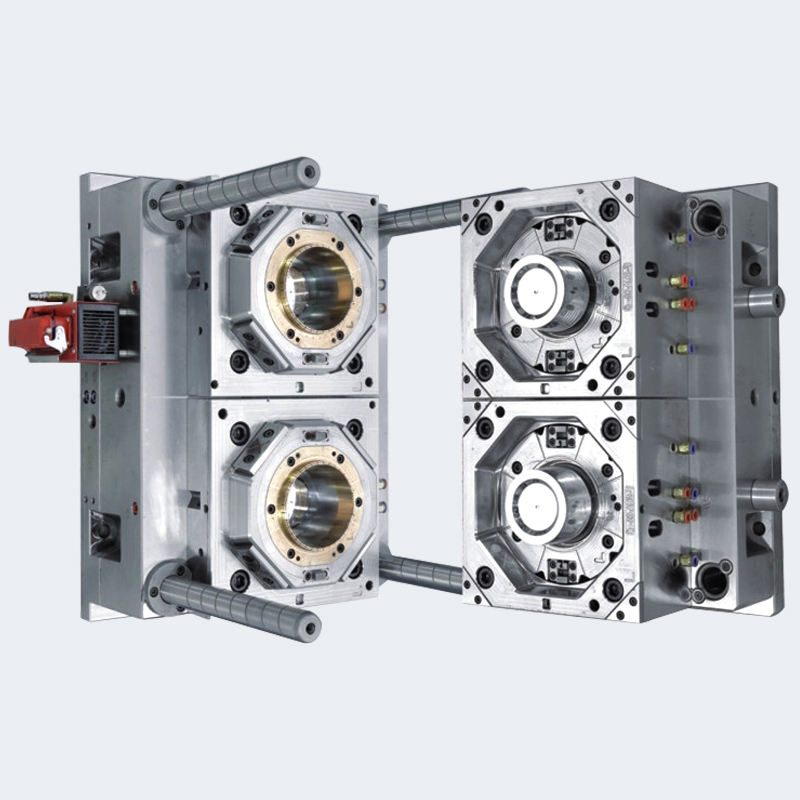
MorePaint pail mould maker.About mold design, the main structure are similar, what make the difference is the detail, such a...
More